
热熔焊接端子机采用一种特殊的技术与柔性电阻焊接系统相结合,无需首先移除漆包线的绝缘层即轻松地焊接到管形端子的孔眼内。漆包线的表面是有一层绝缘层的,热压接时会使绝缘层直接蒸发掉。由于压接之前无需去除漆包线的绝缘层,所在减少了工序提高了工作效率。同时热压接的过程中没有铜导体没有任何去除,所以保证了强度。
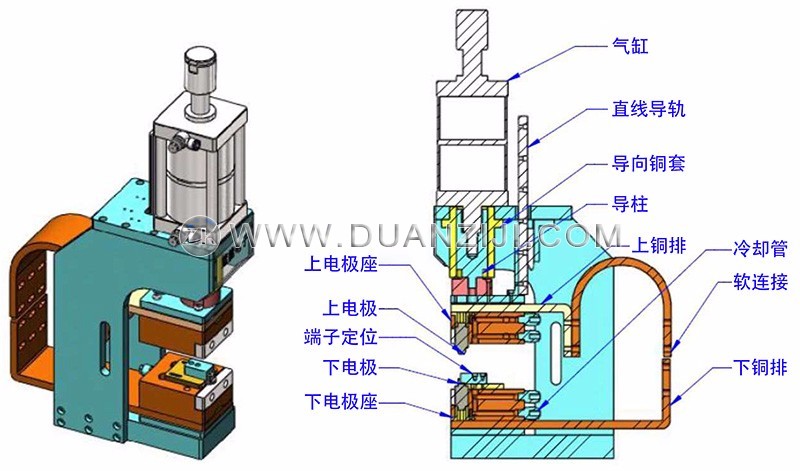
热压接不同于其他类型的电阻焊接,它使用导电金属管传递电流产生热量并将电线固定在一起。该管形端子将导线熔合成一个压紧的金属部件,由于铜线和端子是在接近熔化温度下熔合在一起的,材料保持固相并不会进入液相。
热熔压接依赖于被焊接材料的电阻产生的热量和压接力,热熔焊接工艺具有非常高的导电率,接触电阻几乎为零并且没有显着的电压降。

与普通的冷压或焊接相比,热压接具有更高的拉伸强度,因为压接后它形成一整块固体金属。由于加热金属退火,接头中的机械应力得到释放,从而降低了接合过程后导线和端子中铜的应力。





适用线径:≤75mm2
最大压力:1Ton
电极直径:Φ8~25mm
焊接温度:600℃
耗气量:5L/分
操作界面:彩色触摸屏
程序记忆:最多可保存60组程序
最大功率:75KVA
工作电压:380V 50/60Hz
外形尺寸:800*800*1750mm

生产效率
| 线芯截面积 | 需要的时间 |  |
| < 5mm2 | 5s | |
| < 10mm2 | 10s | |
| < 25mm2 | 15s | |
| < 40mm2 | 20s | |
| <50mm2 | 20s | |
| < 70mm2 | 25s |
电机定子尺寸要求:
马达定子直径范围: 20~1000mm
单条漆包线直径:<1.5mm
最大线芯面积: 75mm2
管形端子最大孔径:16mm
引出线长度: >40mm (15~40mm可以定制)